
Ulike metoder for skjæring av materialer
Ved oxyfuel-, plasma- og laserskjæring brukes termisk energi til å varme opp materialer til antennelses-, smelte- eller fordampningstemperaturer. Ved flammeskjæring og laserskjæring med oksygen utnyttes den eksoterme energien fra oksygenreaksjonen i prosessen. Flammen og laserstrålen varmer opp materialet helt til antennelsestemperaturen er nådd. Ved plasmaskjæring og laserskjæring med nitrogen varmes materialet opp til smeltetemperatur, og skjæregassen blåser ut smelten. Valget av skjæregass må tilpasses bruksområdet for å oppnå best mulig ytelse.
Skjæremetoder
Flammeskjæring er en forbrenningsprosess. Det er ikke selve varmeflammen som utfører selve skjæringen, men en oksygenstråle som brenner materialet under varmedannelsen og transporterer forbrenningsproduktene (slagg) bort fra skjæreområdet. Før skjæringen kan begynne, må stålet varmes opp til antennelsestemperatur ved hjelp av en gassflamme. Valget av brenngass påvirker snittkvaliteten og tiden som brukes til forvarming.
Flammeskjæring kan brukes til skjæring av bløtt og lavlegert stål i tykkelser opp til mer enn 1000 mm. Skjærekvaliteten avhenger også av arbeidsstykkets overflate og kan påvirkes av ulike typer forgrunning. Bruken av flere brennere til rettskjæring, faseskjæring og fugepreparering er et eksempel på skjæreprosessens allsidighet. Prosessen er også enkel å mekanisere.
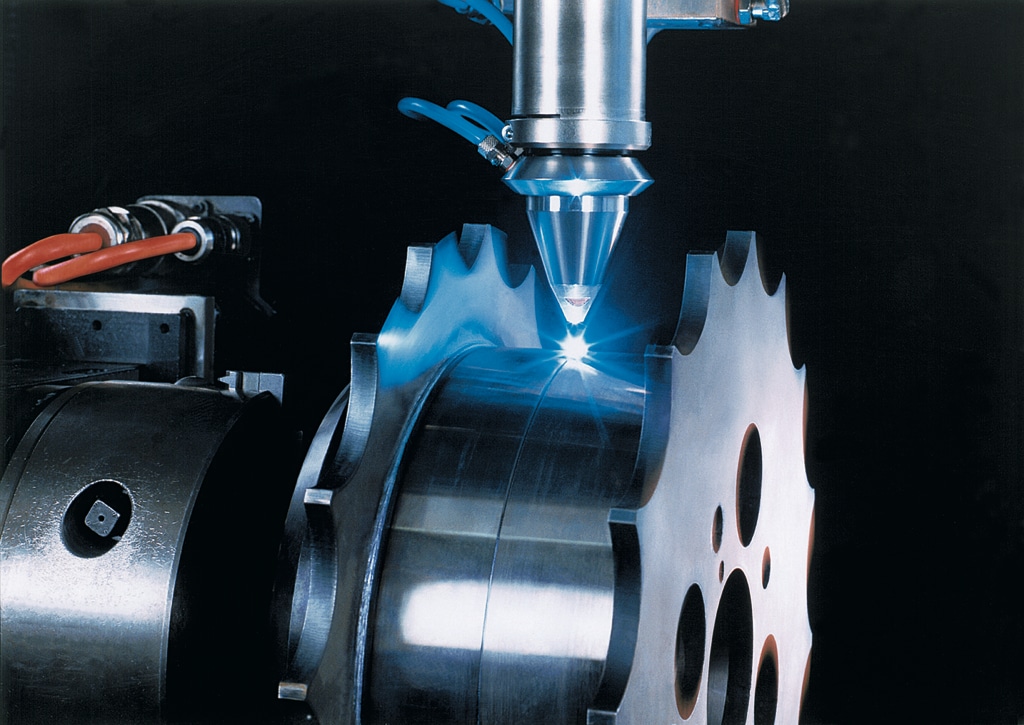
Laser egner seg best til skjæring av tynne emner med høy presisjon. Skjærekvaliteten er så høy at delene kan brukes direkte eller sendes til videre bearbeiding uten behov for etterbehandling. Den fokuserte laserstrålen er så kraftig at den direkte smelter og fordamper materialet som skal skjæres. Laser kan også skjære i mange andre materialer enn metaller, for eksempel plast, tre osv.
Bruksområdet avgjør hvilken av gassene, oksygen eller nitrogen, som er best egnet til oppgaven. Oksygen reagerer eksotermt (genererer varme) med materialet, noe som gir høyere skjærehastighet enn med nitrogen. Derfor er oksygen den viktigste skjæregassen for skjæring i mildt og lavlegert stål. Den egner seg derimot dårlig til skjæring i rustfritt stål, da overflaten mister sin korrosjonsbestandighet. Aluminiumsoverflater som skjæres med oksygen, blir ujevne og gratete. For å få en ren, oksidfri skjæreflate må nitrogen brukes ved skjæring i disse materialene. Våre dedikerte LASERLINE®-gasser og gassforsyningssystemer bidrar til å sikre at skjæreaktivitetene dine fortsetter å være høyteknologiske og økonomiske fra start til slutt.
Plasmaskjæring er en smelteskjæremetode der energien fra den varme plasmabuen brukes til å blåse bort smeltet materiale. Plasma er en materietilstand der gassen er ionisert, noe som betyr at den består av positive ioner og elektroner som gjør mediet elektrisk ledende. Plasma smelter materialet lokalt, og det smeltede materialet fjernes fra snittet ved hjelp av gass-strålen. Bløtt stål skjæres for eksempel ofte med oksygen eller nitrogen som plasmagass, mens rustfritt stål ofte skjæres med en argon- (eller nitrogen-) basert gass med hydrogen som reduksjonsmedium.
Lasergasser med høy renhet for å beskytte strålen
En sikker, pålitelig og effektiv gassforsyning er en av de viktigste faktorene du må ta hensyn til når du investerer i en ny lasermaskin eller optimaliserer eksisterende laseroperasjoner. Linde hjelper deg effektivt gjennom denne prosessen. Resonatorgasser brukes i gasslasere for å generere laserlys. Gassblandingen i en CO2-laser inneholder helium, nitrogen og karbondioksid.
Andre tilsetningsstoffer brukes til visse laser typer, f.eks. oksygen, hydrogen, xenon og karbonmonoksid. Gassblandinger til excimer lasere består ofte av halogener, edelgasser (krypton, xenon eller argon) og buffergasser (helium eller neon). En moderne karbondioksidlaser krever lasergasser med høy renhet. For store mengder urenheter kan påvirke laserens ytelse. Levetiden til de optiske komponentene kan også påvirkes. I denne sammenhengen er vanndamp og hydrokarboner de mest kritiske urenhetene.

Hva sier kundene våre?
"Jeg er veldig fornøyd med Linde som leverandør av lasergasser og tjenester til selskapet vårt.
Jeg setter spesielt stor pris på den tekniske støtten. Rask responstid og dedikerte, kompetente
Linde-teknikere er av stor verdi for oss."
Richard Jorvén, administrerende direktør og eier
Täby Plåtteknik AB
 Nedlastinger
Nedlastinger
| Sikkerhetsdatablad | Produktdatablad og brosjyrer |
|---|---|